
Pour une fois, le titre de l’article n’inclus pas de nom de véhicule et on va parler d’un sujet générique qui concerne le traitement des surface des métaux. Evidemment si je t’en parle aujourd’hui c’est qu’il y a un lien avec mon entretien en cours sur l’enduro !
Si tu as vu mes petits messages disséminés ici et là, tu as sans doute remarqué j’ai beaucoup de visserie rouillée sur la moto et ça ne me plait pas, pour plusieurs raisons. Déjà, c’est crade et donc visuellement c’est pas top. Ensuite, la rouille est une réaction chimique continue qui ne s’arrête jamais vraiment sauf si elle est traitée. Alors OK dans mon cas on parle de vis, mais quelque part une moto d’enduro ça va dans la boue, ça prend l’eau et l’humidité et quelque part si je ne fais rien la corrosion ne va qu’empirer.
Et puis bon, tu as déjà lu avec la restauration du PW 50 que je savais enlever la rouille soit par brossage mécanique ou bien électrolyse mais là je voulais aller plus loin. En effet enlever la rouille c’est bien mais protéger la pièce nue c’est mieux ! Dans cet article, je vais tout t’expliquer sur comment je suis arrivé à ce résultat !
Avant de t’expliquer le procédé, il faut que je revienne sur quelques explications. Je ne vais pas te faire un long discours mais il faut bien comprendre ce à quoi on a à faire. Pour commencer, on va parler des carters moteur. Depuis quelques dizaines d’années maintenant, il sont en aluminium. L’alu est un métal qui dispose de l’avantage d’être très léger, malléable (d’ou le fait qu’on foire rapidement des filetages) et qui se dilate peu. Cela en fait le pourquoi il est utilisé énormément de nos jours.
Seulement voilà, pour assembler nos moteurs les ingénieurs ont considéré à juste titre que la visserie en Alu ne fournirait pas assez de résistance et donc il fallait trouver un autre métal pour cela. L’acier traditionnel remplit cet usage, il est très bon marché et donc correspond. Mais par contre, l’acier traditionnel est ferreux et c’est justement ce composé chimique qui est responsable de la rouille, plus précisément de l’oxydation du métal. Alors dans les faits, les ingénieurs ont pour certaines marques utilisés des aciers inoxydables (donc sans fer) mais pour des raisons de cout et de comptabilité entre métaux ce n’est pas tout le temps le cas.
Et chez KTM ce n’est pas de l’inox ! Donc comment proposer quelque chose de durable contre la corrosion avec des vis en en acier ferreux ? Et bien tout simplement en appliquant un traitement chimique sur la vis pour la protéger de la corrosion. Et ce traitement très souvent c’est la dépose d’une couche de zinc.
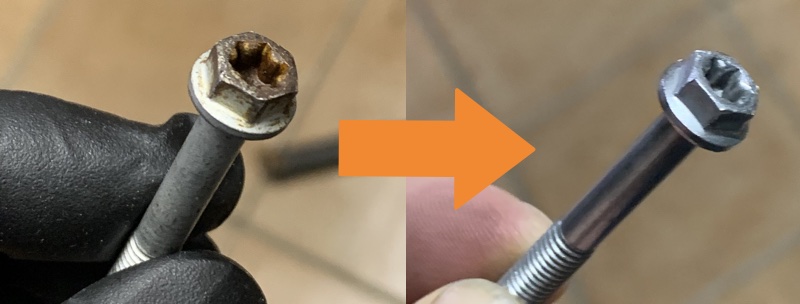
Quand tu regardes la vis ci-dessus, tu remarques que l’apparition de rouille sur la tête apparait là où la couche de zinc c’est barrée. A vrai dire hormis les coups de clé je ne sais pas vraiment quels éléments extérieur on pu amener à cela, peut être un stockage pas loin de la mer avec de l’humidité chargée en sel ? Je ne sais pas… et puis le mal étant fait, on va détailler ci-dessous comment y remédier.
C’est ici qu’intervient la galvanoplastie. Je te laisserai soin de lire l’excellent article Wikipedia qui explique ce que c’est ici et on va juste reprendre le concept pour le zingage.
En fait, le procédé de dépose de la couche de zinc sur le métal et vraiment très similaire à l’électrolyse. D’ailleurs la galvanoplastie étant le terme générique, dans mon cas on pourrait parler d’électro-zingage. Voici le schéma de l’opération ci-dessous :
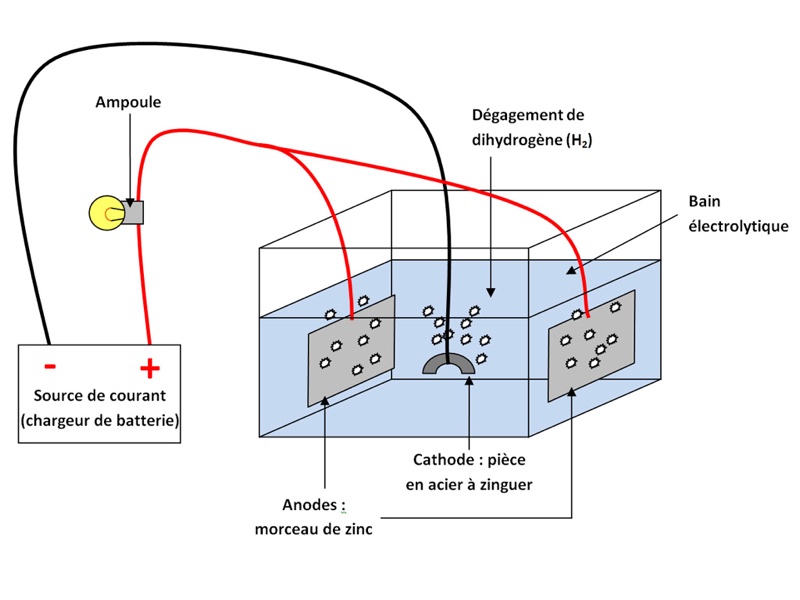
Le principe consiste donc à plonger la pièce en acier à zinguer dans une solution chargée de zinc que l’on appelle électrolyte de zinc. On utilisera des plaques de zinc également en guise d’anode pour que cela fonctionne. Ensuite un peu de courant dans le même sens que pour l’électrolyse, à savoir le – sur la pièce à traiter et le tour est joué !
Donc là j’ai 2 options qui s’offrent à moi pour réaliser cette opération :
- Je fabrique ma propre électrolyte de zinc et j’utilise mon matériel existant
- J’achète de l’électrolyte de zinc et un peu de matériel spécifique
J’ai choisi la 2ème option. Pourquoi ? Et bien après avoir vu quelques vidéos sur Internet ici et là, j’ai remarqué que pour que la dépose de la couche de zinc ne soit pas grossière, il faut un contrôle du courant précis et mon vieux chargeur de batterie no-name utilisé pour le dérouillage n’offre pas ces capacités. En plus, fabriquer l’électrolyte de zinc peut se faire en mélangeant de l’acide chlorhydrique avec du zinc, mais quand on sait que l’acide attaque les métaux ferreux, je ne sais pas si a long terme ça peut tenir dans le temps…
Et puis j’ai encore été inspiré par mon cher ScummyBraap518 qui a utilisé ce procédé et du matériel spécifique pour dorer sa quincaillerie sur sa brêle de FMX. Sachant que, oui je ne te l’ai pas dit, la galvanoplastie ne consiste pas seulement à déposer du zinc sur de l’acier, il existe plusieurs traitements et alternatives (anodisation, dorure OR, Cuivre, Argent, Zingage, Nickelage, etc…).
Je me suis donc mis en quête des matériels et électrolytes de zinc et je t’avoue que j’ai un peu craqué mon slip ! En gros, j’avais 2 options. Soit j’achetais le « kit de démarrage » qui incluais le petit transformateur électrique, anodes en cuivre et graphite et des pinces, soit je prenais un « kit de démarrage complet » qui inclus des électrolytes d’Argent, Or et Cuivre. J’ai pris le kit complet et j’ai ajouté de l’électrolyte de Zinc (1L) + une anode en Zinc. Ça fait un billet, dans les 200€ mais vu que les électrolytes sont réutilisables à vie, je vais pouvoir Dorer, Argenter, Zinguer un paquet de pièces avec tout ça !


Aller, go, on y va et on prend -tiens comme c’est bizarre- les vis du disque de frein AR de la moto.

Il est temps que je t’explique le procédé que j’ai suivi pour traiter mes premières vis. Comme l’a expliqué Scummy dans sa vidéo, les vis qui sont déjà traitées nécessitent d’être remises à nu et concernant le zingage, c’est à l’acide chlorhydrique que ça se passe. Voici donc les étapes de traitement pour moi :
- Avant tout, on dégraisse / nettoie les vis. Pour cela j’utilise mon dégraissant à métaux, et de la paille de fer

- Ensuite je passe mes vis à l’électrolyse pour enlever la rouille.

- Ensuite je les brosse à la paille de fer afin de voir qu’aucun résidu de rouille n’est présent. S’il en reste un peu c’est pas très grave.
- On trempe les vis dans de l’acide chlorhydrique, ~5 minutes environ. L’acide permet de « bouffer » le traitement de zinc et termine d’attaquer la rouille (et attaque même le métal…)
- Etape très importante : il faut ensuite casser le traitement de l’acide. Pour cela il faut tremper les vis dans un mélange très basique (à PH élevé) composé pour mon cas d’un mélange d’eau claire et de bicarbonate de soude. Lorsque l’on plonge les vis qui sortent de l’acide cela fait une grosse réaction chimique
- Ensuite, je plonge les vis dans un petit bac d’eau déminéralisée afin d’enlever les résidus de produits chimiques.
- Je brosse les vis à la paille de fer afin qu’elles soient à nu, propres, prêtes à être traitées. Comme le précise Scummy dans sa vidéo, pour avoir un rendu très brillant, la vis doit être polie. L’état de la vis conditionnera le résultat.

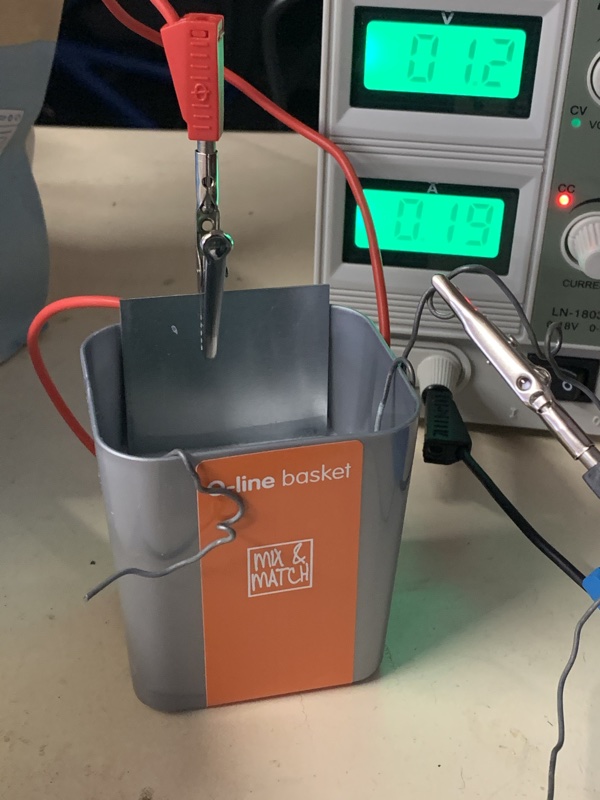
- Une fois la vis prête, je la plonge dans mon électrolyte et je laisse travailler 4 minutes à 0,20A (le voltage étant défini en fonction). Pourquoi ces valeurs ? Et bien dans la doc il est indiqué que lorsque l’on ne connait pas la surface à traiter, il faut le faire à l’oeil par contrôle de l’ampérage et dès qu’il y a des petites bulles qui apparaissent sur la vis, il faut laisser. Si le courant est trop fort, le dépôt sera grossier.

- Une fois la vis passée traitée, elle ressort un peu comme sur la photo 7, il faut ensuite la passer à la paille de fer pour admirer le résultat !

Alors oui dans mon cas je n’ai traité que les têtes de vis (sauf pour la première que j’ai fait au complet). En effet pas besoin de tout traiter non plus si ce n’est pas nécessaire.
Franchement le résultat est impressionnant ! Je ne suis absolument pas déçu !

Et puis j’ai traité d’autres pièces et je te laisserai deviner en les voyant ce qu’il se profile pour toi dans tes prochaines lectures 😉
Avant :

Après :

Sur ce, après ce long article qui je l’espère t’aura intéressé, je te souhaite un bon dimanche et te dis à la prochaine, bye !
Salut
T’es un vrai Mac Gyver, toi bravo.
Merci pour ton commentaire ! Je ne dirais pas Mac Gyver mais j’essaie de trouver des solutions pour restaurer plutôt que remplacer 😉
Salut ca va ?
Juste je voudrais savoir comment noircir les vis pour remontage du piwi, car certaine vis étaient été rouiller, je l’ai est nettoyer mais la couche protectrice (noir) est parti… une astuce qui dur pour éviter qu’elles rouillent ?
Salut, la forme ouais et toi ?
C’est une excellente question ! Je m’étais penché dessus lorsque j’ai restauré le PW50 mais finalement j’avais racheté des vis. Il existe plusieurs méthodes pour cela, la première consiste à « tremper » ton métal. En gros tu chauffe la vis et ensuite tu la plonge dans de l’huile. Cela aura pour effet de la durcir, noircir et la protéger de la rouille. Il existe aussi un moyen à froid de le le faire avec un produit « blue ». Le mieux que je puisse te conseiller c’est de regarder l’excellent tuto du Youtubeur My Mechanics qui en parle justement => https://www.youtube.com/watch?v=5Sty5upsadY
J’espère que ça te sera utile !
Bonjour,
Rien de spécial à dire juste merci pour le temps que tu nous accordes à savoir partager tes expériences et ton vécu , tout est bien détaillé , expliqué , raconté , photographié. C’est franchement mieux qu’une RTA ou RTM quand il s’agit de mécanique et également lorsqu’il s’agit de sujets plus généraux.
Donc simplement merci ( j’ai moi même restauré un PW50 et 80) et j’ai été super content de voir que tu avais restauré une HONDA XLLM car je viens de faire l’acquisition de cette mamie que je suis également en train de restaurer, du coup je me régale avec tes blogs.
Amicalement
Salut Bachir, merci pour ton commentaire qui fait bien plaisir ! Faire ces articles de blog, c’est avant tout un plaisir de raconter ce que je fais, de garder une trace écrite de mes expériences et aussi de partager les galères que je peux rencontrer (et solutions, s’il y en a !).
Je reste néanmoins un modeste amateur qui n’a pas la prétention de tout savoir et tout faire dans les règles de l’art (j’en ait fait des conneries et en ferai encore !!) mais bon j’essaie tant bien que de mal de faire du mieux que je peux, trouver des petites astuces et économies quand elles sont possibles et de partager tout ça avec vous.
Bonne lecture à toi, après la remise en état de la mémère XLM, y’a un beau projet Enduro avec la KTM 250 EXC-F ou y’a (eu) pas mal de boulot…
salut,
Ça me “rassure” un peu de voir que toi aussi tu galères parfois . Ça m’arrive aussi de foirer une vis ou de casser un truc en démontant, même en prenant toutes les précautions… Les bécanes sont vieilles, donc le risque zéro n’existe pas. Mais à chaque fois je me dis : “Mais qu’est-ce que t’as fichu, B****L !” Du coup, de voir que ça t’arrive aussi, ça me fait relativiser .
Oui je le regarde également !
Merci à toi et bonne continuation